- Home
- Featured Projects
- Naphtha Splitter Unit
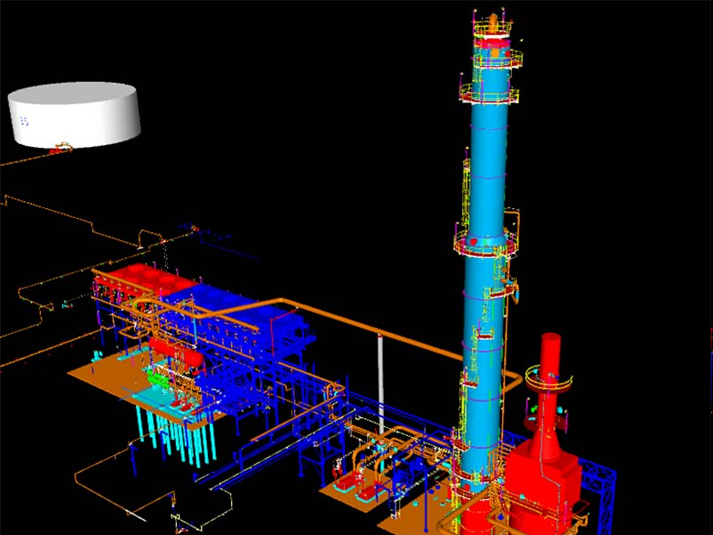
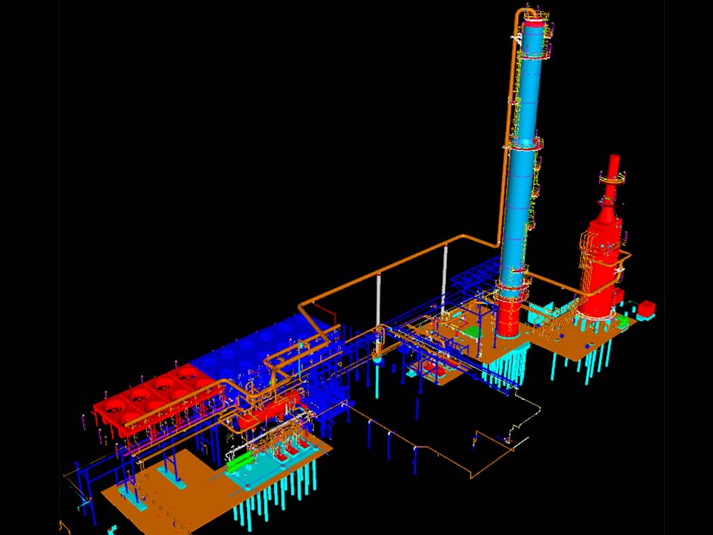
Naphtha Splitter Unit
A Midcontinent refiner needed to balance operating flexibility, capacity requirements, and environmental compliance objectives for gasoline processing.
KP Engineering provided an extensive process study during the front-end engineering phase. After presenting multiple design and scope options to the client, a Naphtha Splitter Unit was chosen as the desired option. KPE designed and procured the equipment and was successfully able to lift and set the 215-foot long splitter tower in one piece. The splitter, which is around 15 feet in diameter, weighed an estimated 860,000 pounds.
KPE's project development and EPC services for the project demonstrate our concept-to-completion capabilities.


Let's talk business