- Home
- Assessing Useful Life and Repair Strategies of Steam Methane Reformer for Hydrogen Production
Assessing Useful Life and Repair Strategies of Steam Methane Reformer for Hydrogen Production
April 13, 2022
What problem was the client facing?
- Our client’s facility in Iowa uses hydrogen in their edible oil hydrogenation process. The hydrogen for this process is generated on-site via a Steam Methane Reformer (SMR) hydrogen plant. During a planned shutdown for maintenance activities, a reactor in the hydrogen plant was inadvertently purged with air instead of nitrogen. This caused a fire in the reactor system resulting in significant damage to the vessel and associated piping. The backup liquid hydrogen system was used to sustain current operations; but the facility was unable to source sufficient liquid hydrogen to maintain production rates. Given the severity of the situation, the client’s top priority was to identify, repair, and/or replace all equipment necessary to safely bring the hydrogen plant back online as quickly as possible.
What were their options to fix the problem?
- Given the relative age and overall condition of the of the hydrogen plant both before and after the fire, the client was considering two options:
- 1. Conducts repairs on the existing hydrogen plant
- 2. Remove the existing hydrogen plant and replace with grassroots plant
Why was KPE selected to provide the solution?
- The original hydrogen unit was designed and built by Koch Process Technology. However, Koch Process informed the client several years ago that they were no longer able to support the unit. KP Engineering has a legacy of hydrogen technology expertise and boasts a rich history in hydrogen plant design and troubleshooting, so the operating company reached out to KPE.
What did KPE propose as the solution?
- KPE’s proactive approach allowed the client to react to the issue immediately. KPE received the new vendor application on September 9th and had its team on site to discuss next steps on September 14th.
- In addition to inspection of the equipment exposed to the fire, KPE proposed a more comprehensive review of thickness testing reports for all sections of the hydrogen plant. Given the relative age of the plant, it was very likely other equipment not directly damaged by the fire were either at or near their end of life. Continued operation with this type of equipment would pose a significant safety hazard upon restart of the unit.
- During the initial phase of the hydrogen plant assessment, KPE quickly identified key areas where the plant was no longer adhering to the latest accepted safety standards. The 20-year-old plant was using technologies and control philosophies that would not satisfy the safety requirements of a modern operating facility. Because safety was a looming threat to the plant’s infrastructure and its personnel, KPE suggested a formal, thorough HAZOP to be conducted for the hydrogen plant.
What were the results?
KPE completed the assessment on a T&M basis not to exceed and finished the project billing 10% lower than quoted.
Following completion of the comprehensive hydrogen plant inspection, all equipment damaged by the fire was clearly identified. Additionally, findings of equipment not involved in the fire showed one heat exchanger was at its end of its life, i.e. minimum required wall thickness, while another had a significant bulge, i.e. overheated / weak spot in the metal. KPE determined which equipment to fully replace and which to simply rebuild in order minimize overall lead time.
The week-long HAZOP was completed at the facility with KPE’s hydrogen plant experts and the client’s operations and engineering personnel. The HAZOP revealed a complete absence of uninterruptable power supply (UPS) for their controls and outdated burner management system (BMS) technology according to current NFPA standards. The HAZOP proved to the client that when you have a critical shutdown, you need to meet critical SIL ratings which require redundant transmitters. The client’s current transmitters were old, antiquated, and lacking diagnostic capabilities. KPE strongly recommended the client install a new BMS as well as the new transmitters identified in the HAZOP to bring the unit to current safety standards.
To summarize all findings and recommendations from the investigations and to address the immediate safety hazards preventing restart of the plant, KPE provided the client with a comprehensive 3-phase plan for immediate, near-term, and long-term implementation:
Phase I: Prior to Restarting the Unit
- Immediate replacement of heat exchanger at end of life
- Immediate replacement of damaged reactor
- Immediate repair of bulging heat exchanger
- Thoroughly evaluate remaining integrity of control valve, FV-305
- Back-up power should be established for the BMS.
(This was completed the week the client received the assessment.)
Phase II: Next Shutdown
- Replace transmitters that are in safety/shutdown service with SIL-2 rated transmitters
- Replace switches that are in safety service with SIL-2 rated transmitters
- Upgrade the burner management system (BMS)/safety system and distributive control system (DCS)/programmable logic controller (PLC)
Phase III: 1-5 year Capital Plan
- Replace non-safety related transmitters with current technology
- Increase level instrument on steam drum with multiple transmitters voting to trip
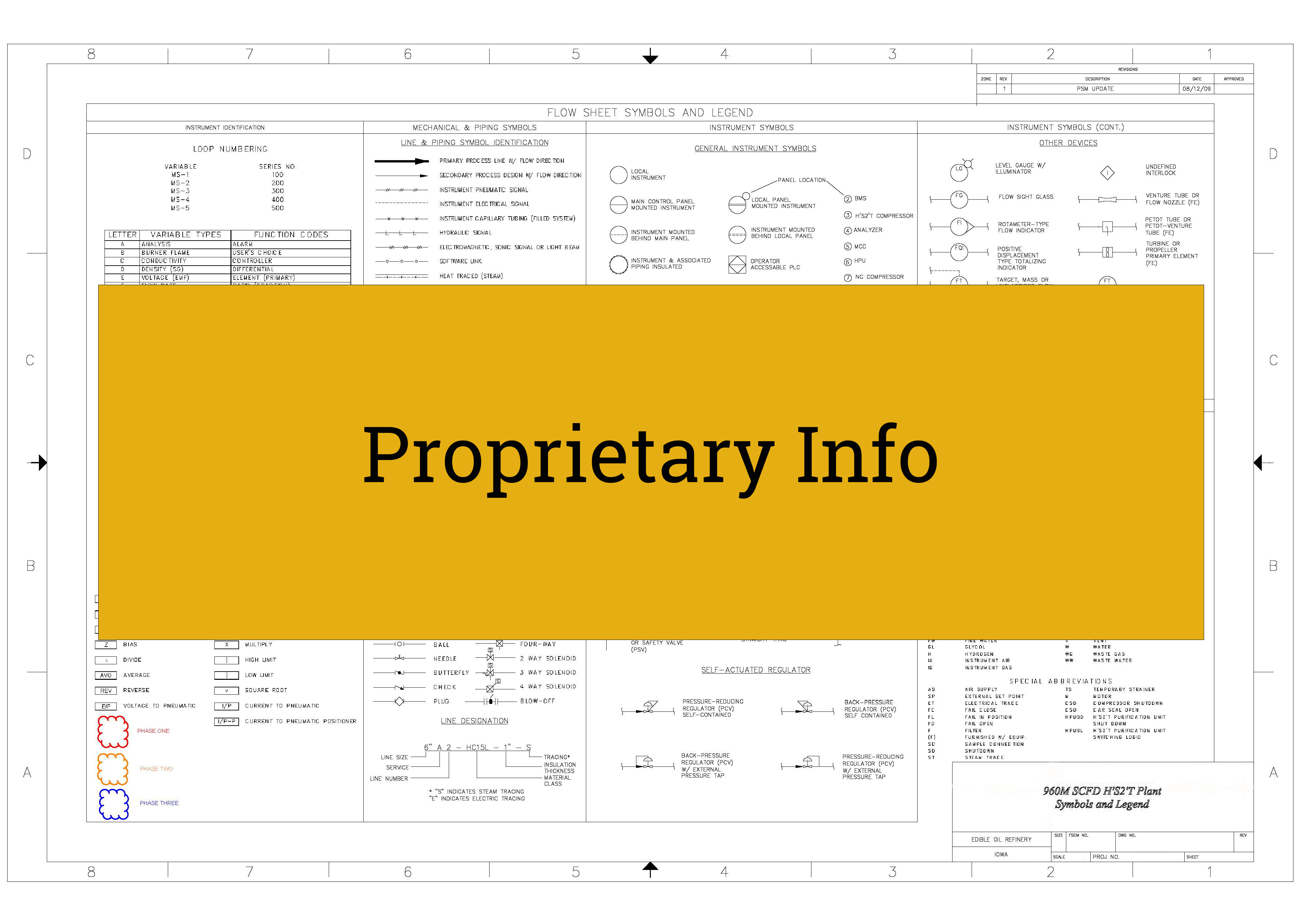
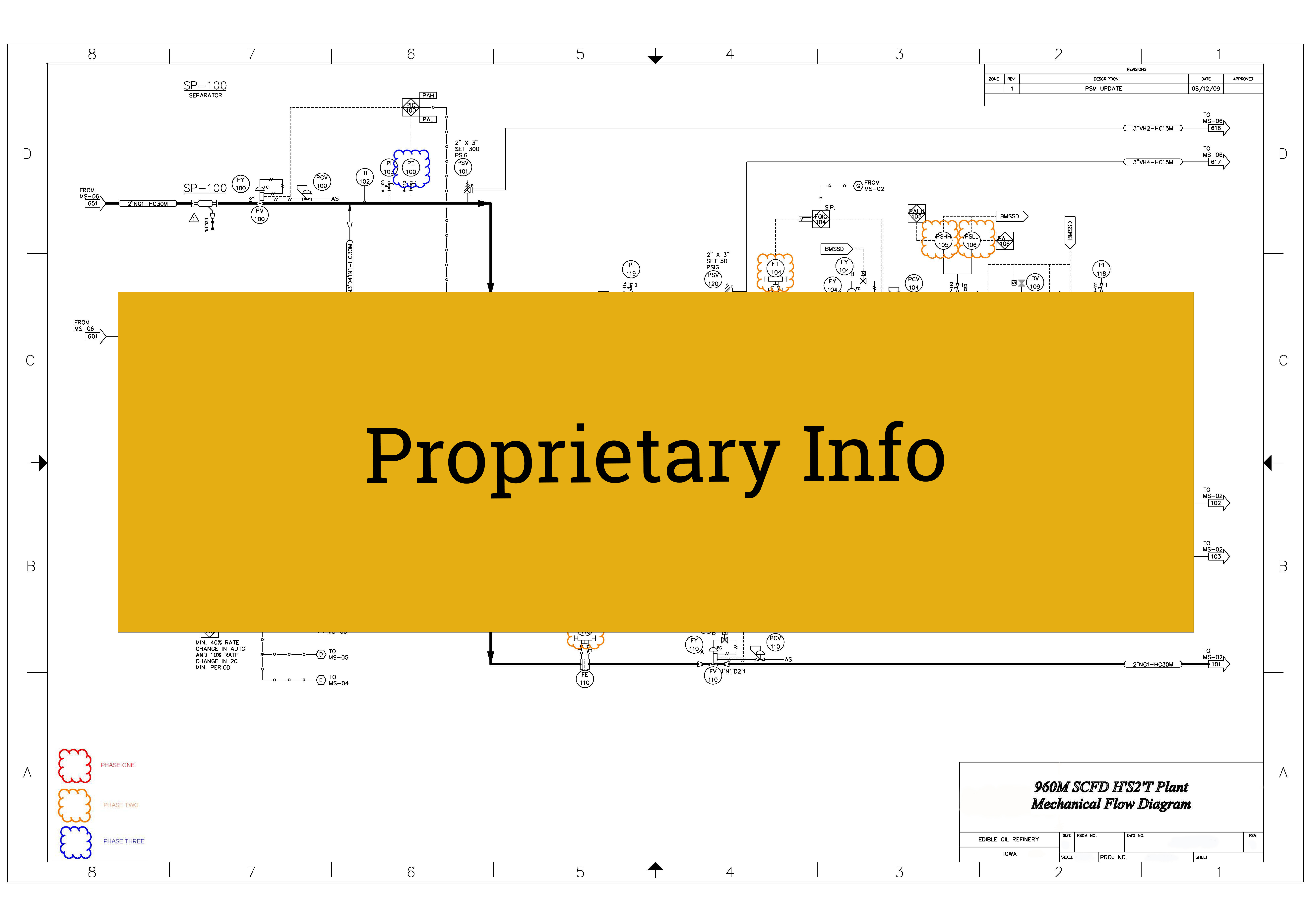
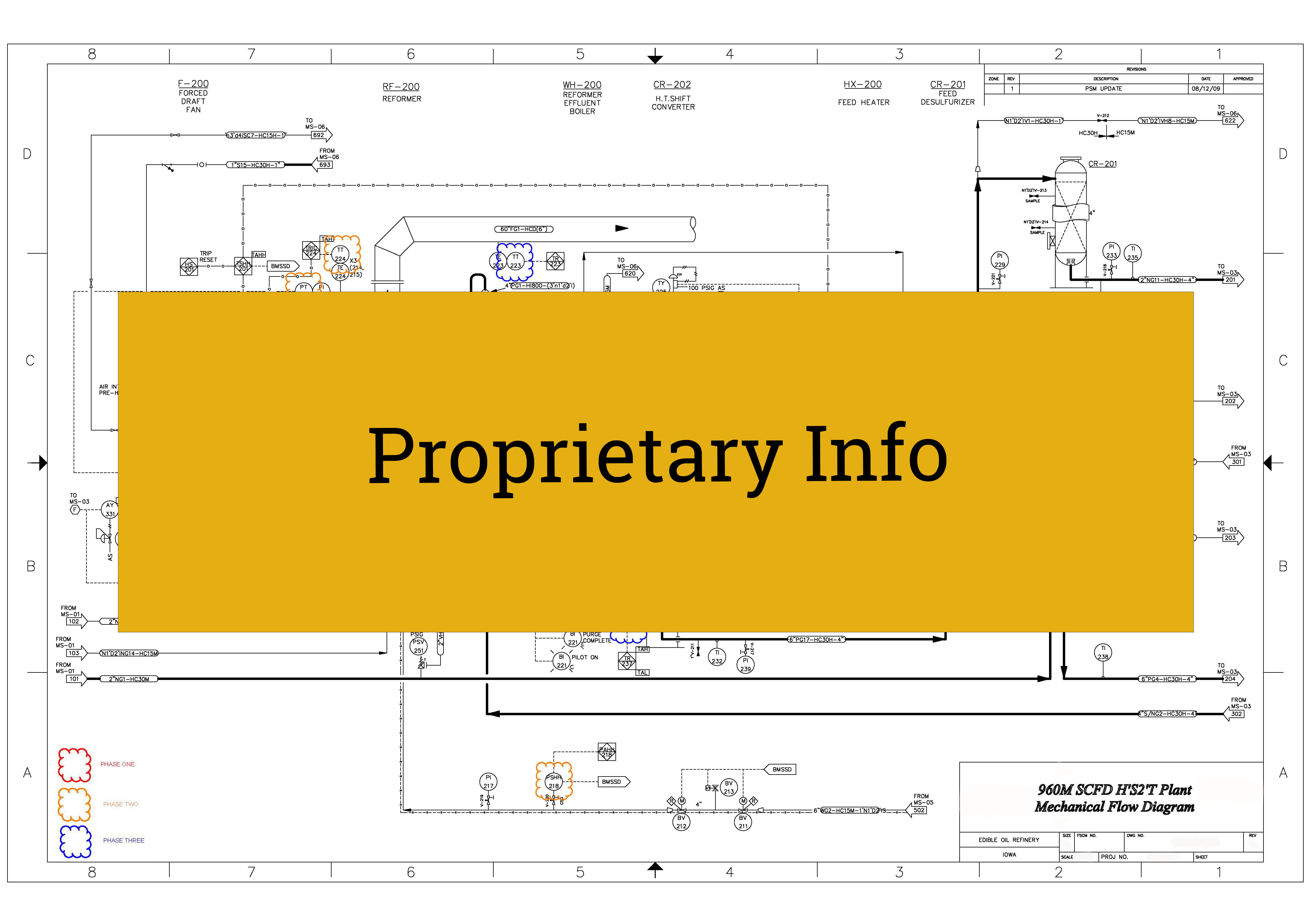
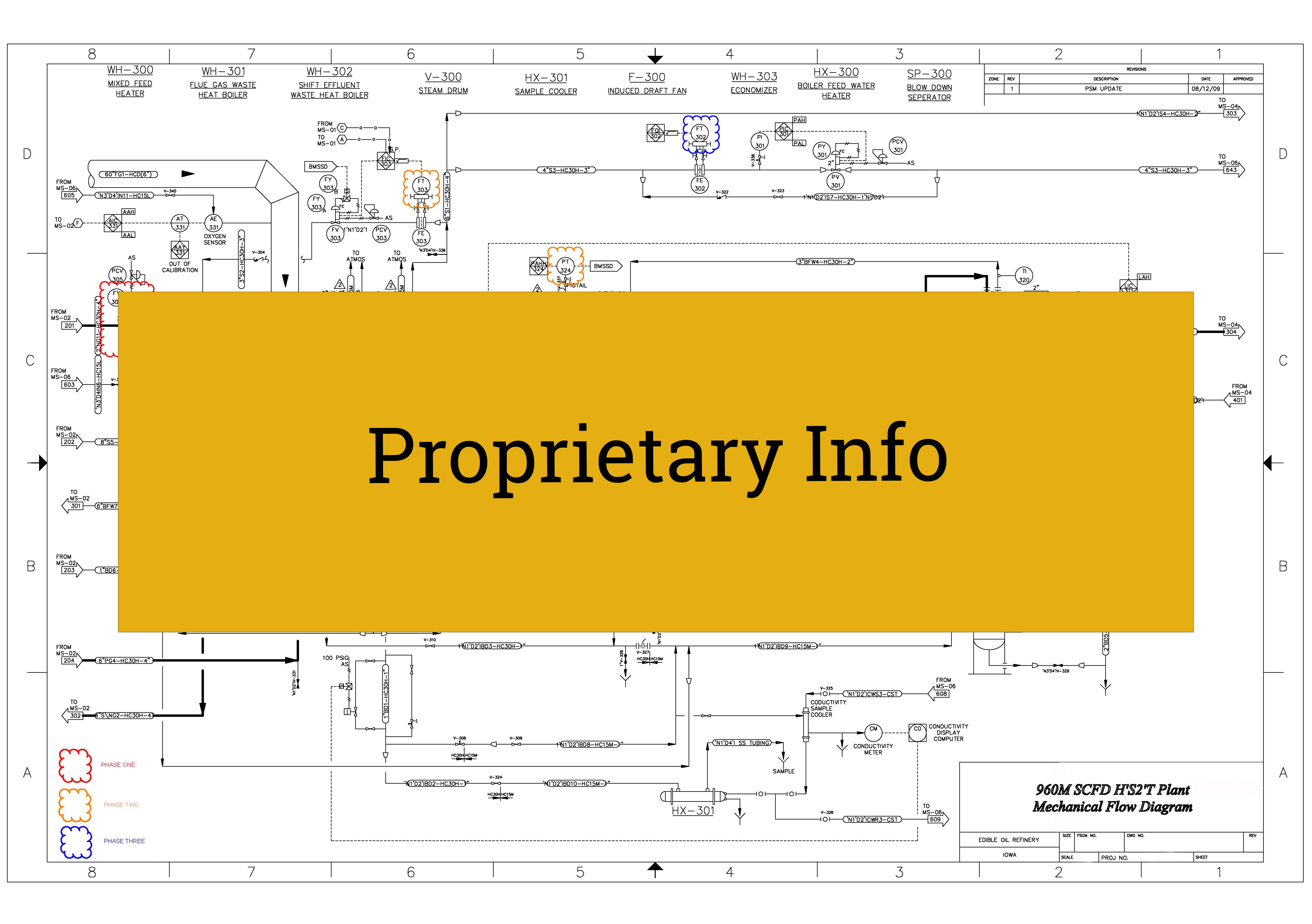
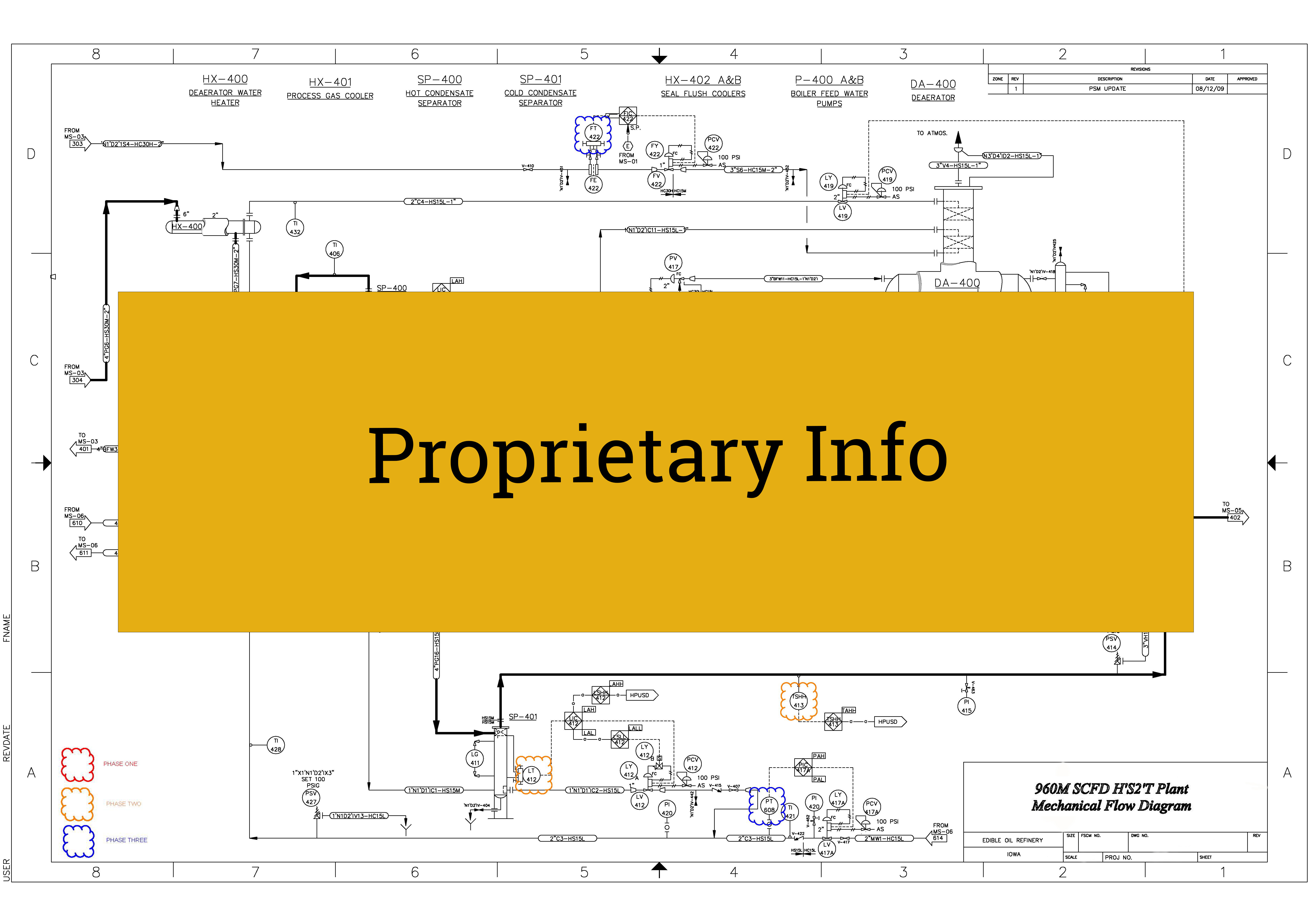
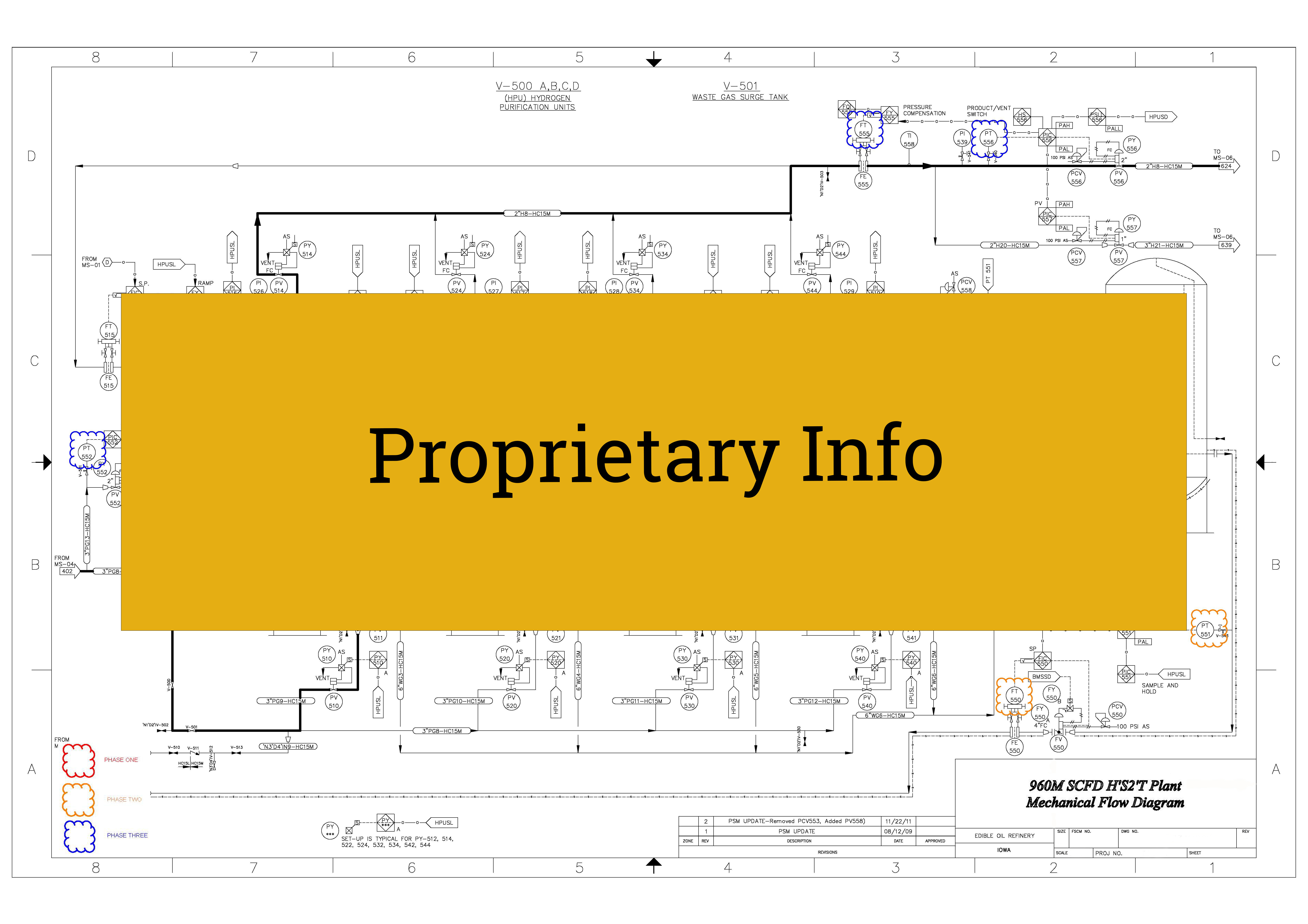
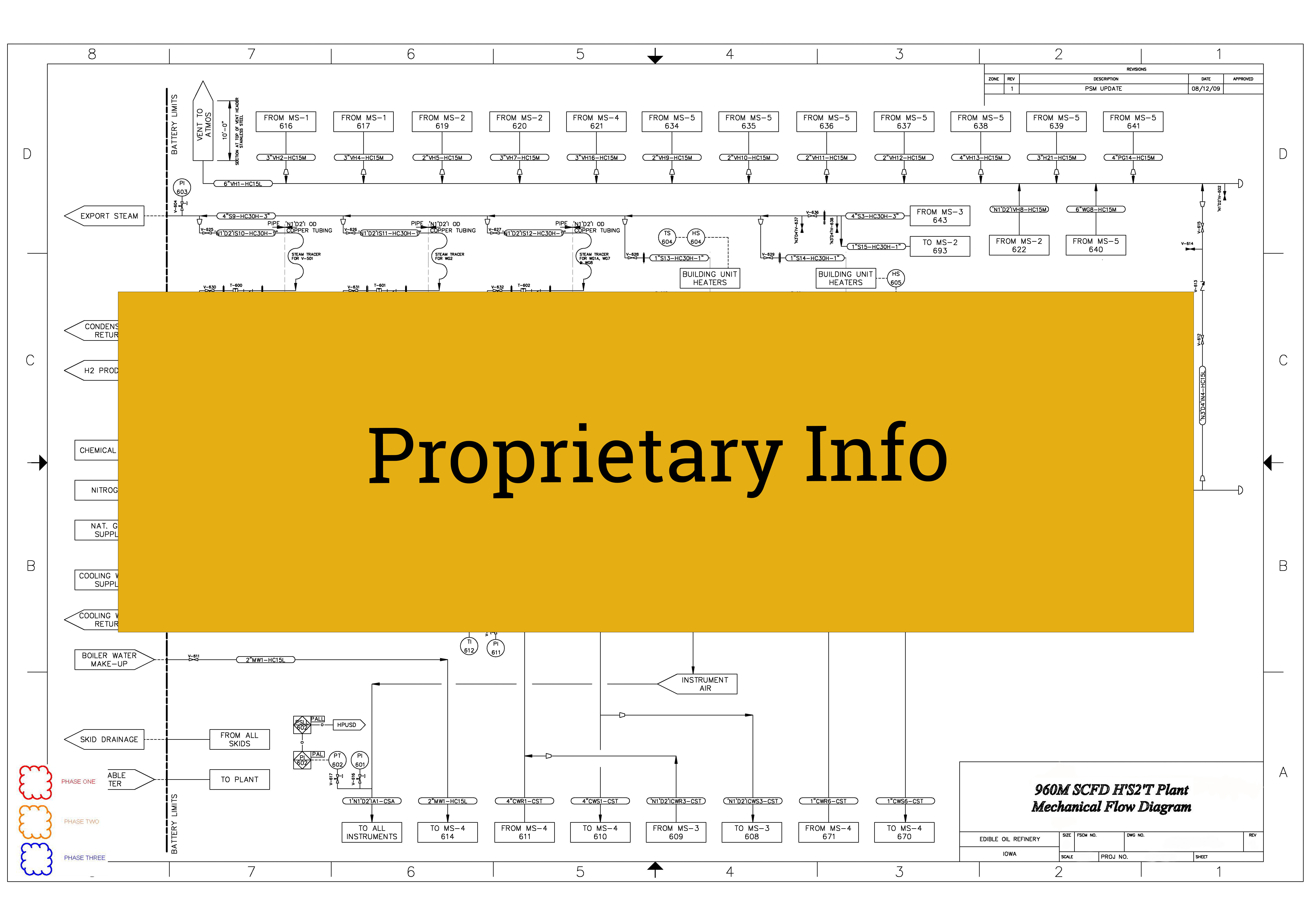
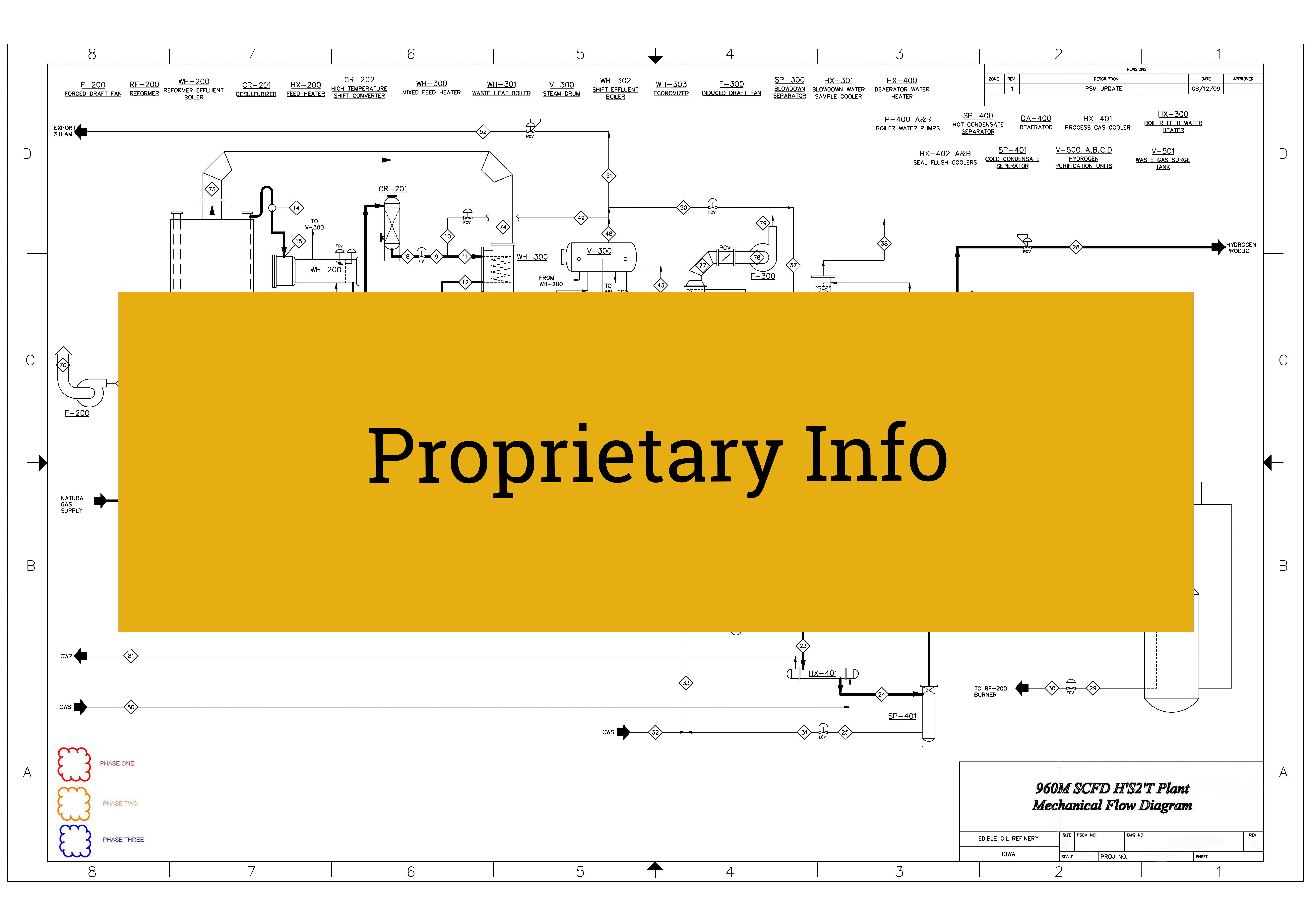
These phases were also overlaid on the client’s piping and instrumentation diagrams (P&IDs) for ease of understanding (see example below). Presenting all three phases at once allowed the client to update their initial project timeline at a quicker pace. All three phases were approved at once, and as of March 2022 the client is currently in phase II (just 6 months after the initial assessment).
Use these dots to switch between images above.
Next steps...
- KPE will be executing the next phases of the project together on a lump sum basis. We are building the panels in-house which includes all programming. These panels will have diagnostics via a transmitter (as opposed to the previous operation via a pressure switch). We will work with the client’s electrical and mechanical contractor to do installation. This will be done during 5-day turnover starting this summer and KPE will be on site to support startup and initial operation.
Hydrogen plant design and construction has been a point of emphasis for KPE since it's inception.